Каталитический Крекинг
Каталитический крекинг – процесс расщепления крупных молекул углеводородов тяжелых нефтяных фракций на более мелкие, проводимый при высокой температуре и в присутствии катализатора.
Целью каталитического крекинга является получение необходимых соединений, используемых в качестве ценных компонентов бензина, повышая его октановое число. При этом также образуются другие продукты: в основном, углеводородные газы, в том числе, ненасыщенные, и кокс.
Каталитический крекинг, наряду с каталитичеким риформингом, является одним из основных процессов вторичной переработки нефти.
Предпосылки создания метода
Потребность в автомобильном бензине всегда была существенней, чем в тяжелом жидком топливе, не говоря уже об остаточных нефтепродуктах. Нефтепромышленники поняли, что при производстве бензина в количестве, удовлетворяющем спросу, рынок одновременно будет затоварен тяжелым топливом. Чтобы избежать такой невыгодной во всех отношениях ситуации был разработан метод переработки тяжелых фракций в более легкие, который назвали крекинг. Наибольшее распространение в силу ряда причин получил именно каталитический крекинг.
Сырье
Основным сырьем для процесса каталитического крекинга являются фракции с температурой кипения выше 350 °С. До недавнего времени в качестве сырья использовался прямогонный тяжелый газойль, а также легкая фракция вакуумной перегонки. Однако, в последние годы наблюдается тенденция к утяжелению сырья. Так на современных установках переходят к переработке глубоковакуумных газойлей с температурами конца кипения до 620 °С.
Химизм процесса
В процессе каталитического крекинга происходит разрыв больших углеводородных молекул, что сопровождается образованием следующих продуктов:
Молекулы, состоящие из нескольких ароматических или нафтеновых циклов, распадаются на меньшие ароматические или нафтеновые молекулы и олефины. Ароматические или нафтеновые молекулы, имеющие длинные боковые цепи, теряют их.
Катализатор
В большинстве случаев в качестве цеолита используется ультрастабильный цеолит Y, в который иногда добавляется ZSM-5. Некоторые производители практикуют добавление в катализатор редкоземельных металлов.
Для обеспечения полного сгорания кокса и окисления его до СО2, в катализаторы добавляют промоторы дожига СO. Уменьшение истирания катализатора также обеспечивают специальными добавками.
Технология
В состав установки каталитического крекинга входит три основных блока:
Реактор
Потоки нагретого сырья и катализатора смешиваются, в зависимости от типа реактора, в разных узлах установки, и попадают в реактор, представляющий собой большой сосуд. В реакторе проходит как сам процесс крекинга, так и отделение углеводородов от катализатора, которое производится с помощью центрифугирования.
В настоящее время наблюдается полный отказ от периодических реакторов Гудри в пользу процесса непрерывной регенерации. Такие установки непрерывной регенерации делят на несколько типов:
В данном случае микросферический катализатор находится во взвешенном состоянии в потоке сырья. По мере закоксовывания частицы катализатора тяжелеют и падают вниз, откуда выводятся на регенерацию.
Нагретое сырье диспергируется и смешивается с потоком катализатора в вертикальной трубке (райзере), и подается в реактор снизу. Процесс крекинга начинается уже в райзере. В реакторе смесь катализатора и продуктов разделяются на сепараторе, а остатки продуктов десорбируются паром в десорбере. В настоящее время такой тип реакторов является наиболее распространенным (см. рис.)
 | Схематическое изображение реакторного блока установки каталитического крекинга |
Регенаратор
Образовавшийся в процессе крекинга кокс откладывается на катализаторе, что приводит к существенному снижению активности последнего. Для устранения этого эффекта, отработанный катализатор направляют в специальный сосуд – регенератор. В регенераторе отработанный катализатор, покрытый отложениями кокса смешивают с нагретым до 600 °С воздухом. При этом происходит окисление кокса:
 | Схематическое изображение блока регенарации катализатора установки каталитического крекинга |
Ректификация продуктов крекинга
Углеводородная смесь, образовавшаяся в результате крекинга, направляется в ректификационную колонну, где разделяется на следующие фракции:
 | Схематическое изображение ректификационной колонны установки каталитического крекинга |
Состав продуктов
В связи с наличием в своем составе непредельных углеводов, газ с ректификационной колонны каталитического крекинга направляют на установку фракционирования крекинг-газа. Благодаря присутствию значительного количества изобутана, бутан-бутиленовая фракция используется в процессе алкилирования. Отдельно выделяется пропилен, который используется для производства полипропилена.
В связи с этим альтернативным применением легкого крекинг-газойля является его использование в качестве судового топлива, разбавления котельных топлив и для производства сажи.
Тяжелый крекинг-газойль используют как сырье для термического крекинга или как компонент остаточного топлива. В связи с большим содержанием полициклических ароматических углеводородов тяжелый крекинг-газойль применяется также для получения высококачественного игольчатого кокса.
Рециркулирующий газойль, как понятно из названия, в основном повторно смешивают с поступающим сырьем. При достаточно большом количестве циклов рециркулирующий газойль может полностью исчезнуть, в этом случае говорят о рециркуляции до уничтожения.
Установка каталитического крекинга FCC
Назначение
Каталитический крекинг — это термокаталитическая переработка нефтяных фракций для получения ценных продуктов.
Каталитический крекинг является важнейшим крупнотоннажным процессом переработки нефти. Мировая мощность построенных установок крекинга составляет более 770 млн. т/год
Сырье и продукты
В качестве сырья на установку может поступать:
При наличии на производстве установки гидроочистки вакуумного газойля может потребоваться дополнительная гидроочистка получаемого бензина для соответствия его требованиям Евро-5.
Продуктами установки являются:
Бензин каталитического крекинга
Характеристики гидроочищенного бензина каталитического крекинга представлены в таблице. Бензин каталитического крекинга используется в качестве компонента для приготовления автобензинов. Вовлечение БКК в автобензины АИ-92, АИ-95, АИ-98 составляет от 20 до 50% мас. в зависимости от рецептуры.
| Показатель | Ед. изм. | Значение |
| ОЧИМ | ед. | 90-91 |
| ОЧММ | ед. | 80-80,5 |
| ДНП | кПа | 72 |
| Содержание бензола | % мас. | 0,5 |
| Содержание ароматики | % мас. | 26 |
| Содержание нафтенов | % мас. | 8 |
| Содержание олефинов | % мас. | 24 |
| Содержание изопарафинов | % мас. | 35 |
| Т нк | ○ С | 30 |
| Т50% | ○ С | 90 |
| Ткк | ○ С | 213 |
| Сера | % мас. | 0,0014 |
| Плотность при 20 ○ С | кг/м 3 | 727 |
Технологическая схема
Предварительный нагрев сырья
Сырье перекачивается насосами через блок теплообменников, где нагревается до 220 °С. Далее сырьевой поток разделяется на 8 потоков, которые направляются в печь, где происходит нагрев до температуры 250-260 °С.
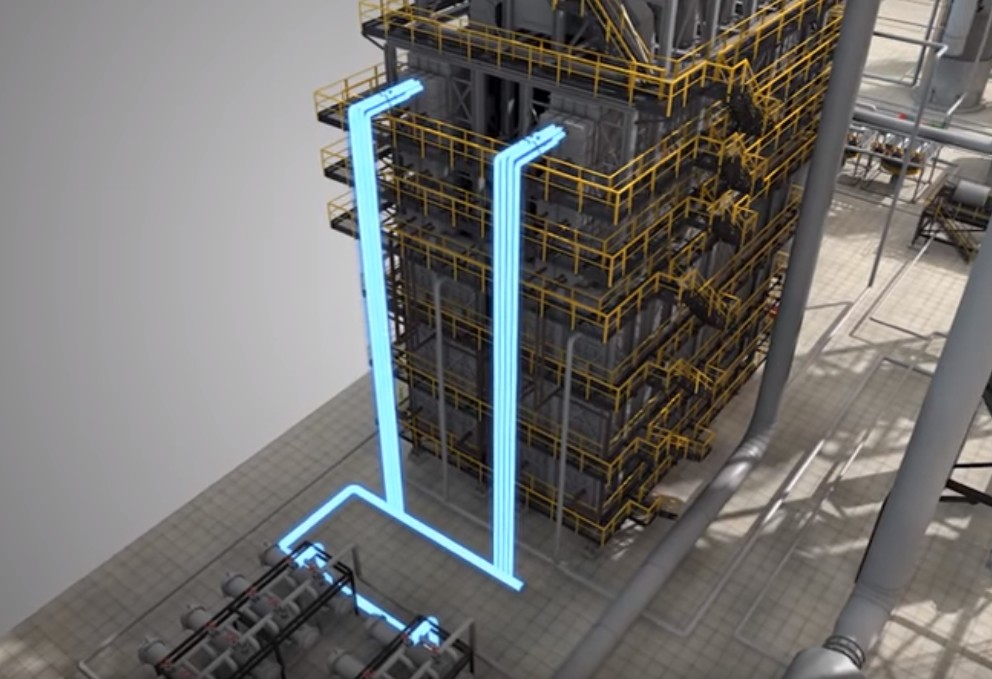 Подача сырья в печь
Подача сырья в печь
Реакторно-регенераторный блок
Нагретый поток сырья поступает в слой циркулирующего катализатора реакторного блока через райзер – прямоточный реактор. Происходит смешение потока сырья, распыляемого через форсунки с катализатором, имеющим температуру 530 °С.
При температуре 530 °С происходит реакция крекинга с образованием продуктов реакции, находящихся в газообразном состоянии.
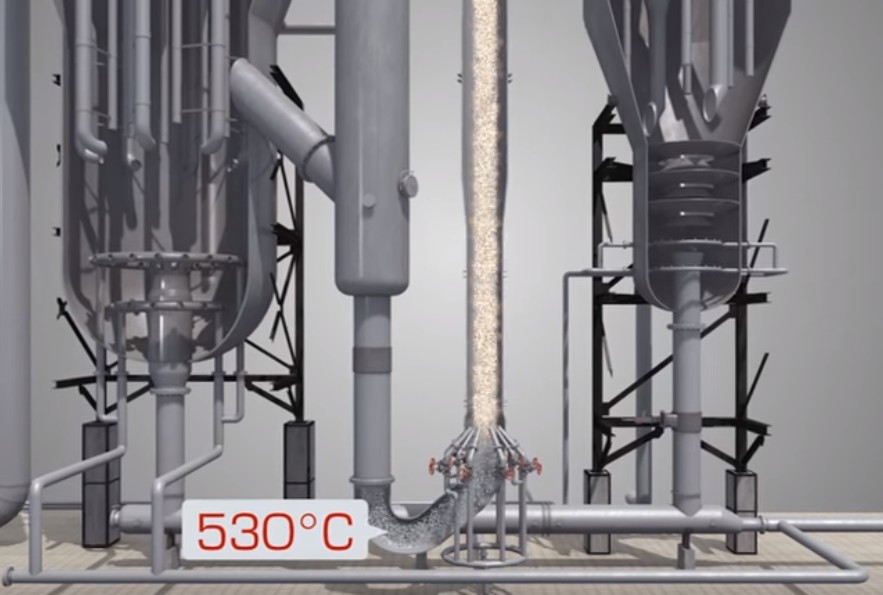 Смешение сырья и катализатора в райзере
Смешение сырья и катализатора в райзере
Образовавшаяся смесь, состоящая из продуктов реакции и катализатора перемещается в реактор, где установлены циклоны 1 и 2 ступени.
Циклоны
В циклонах 1 ступени более тяжелый катализатор, за счет центробежной силы, отбрасывается к стенкам устройства и направляется вниз реактора, а газообразные продукты реакции направляются во вторую ступень.
Оставшиеся продукты реакции переходят во вторую ступень циклонов тонкой очистки, где происходит аналогичный процесс.
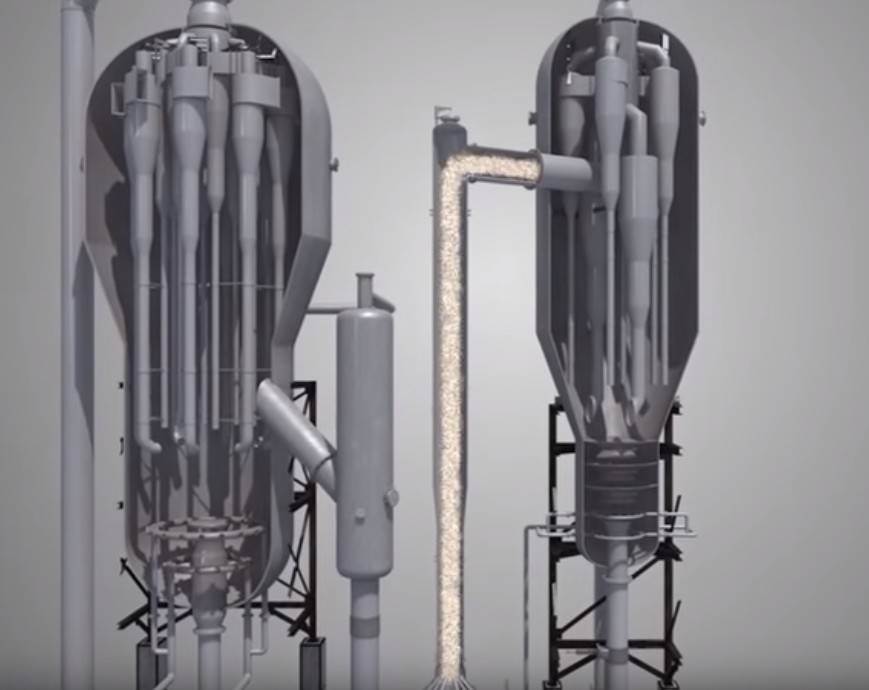 Циклоны первой и второй ступени
Циклоны первой и второй ступени
При этом, катализатор ссыпается вниз реактора, куда подается пар для того, чтобы отделить принесенные ценные для нефтепереработки углеводороды. На поверхности катализатора откладывается кокс – побочный продукт.
Очищенный от катализатора продукт в состоянии парогазовой смеси с верха реактора подается на блок нагревательно-фракционирующей части (НФЧ) для последующего разделения.
После отделения от продукта катализатор попадает в транспортную линию, куда подается воздух для его транспортировки в регенератор. В регенераторе происходит выжиг кокса с поверхности катализатора при температуре 600 °С, поскольку при такой температуре кокс самовоспламеняется.
 Выжиг кокса в регенераторе
Выжиг кокса в регенераторе
Дымовые газы, пройдя две ступени циклонов, попадают в котел-утилизатор для выработки пара среднего давления.
Отбившийся при этом катализатор спускается вниз регенератора, ссыпается в хоппер – бункер для предварительного сбора катализатора. Затем через шиберную задвижку катализатор подается на реакцию с сырьем в райзер.
Движение катализатора между реактором и регенератором происходит за счет подачи воздуха от воздуходувки, а между регенератором и реактором за счет перепада давления.
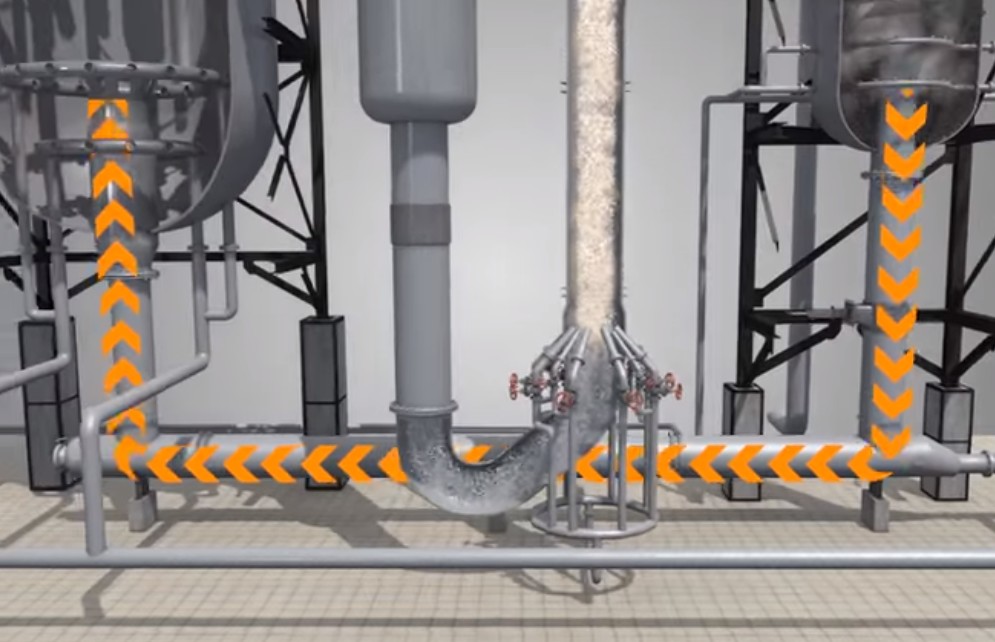 Циркуляция катализатора между реактором и регенератором
Циркуляция катализатора между реактором и регенератором
Основная фракционирующая колонна
Парогазовая смесь, которая образовалась в процессе реакции, сверху реактора направляется в кубовую часть фракционирующей колонны, где проходит ее разделение.
 Основная фракционирующая колонна
Основная фракционирующая колонна
В кубовой части колонны образуется шлам – непревращенный остаток каталитического крекинга с высоким содержанием кокса, тяжелых металлов, катализаторной пыли. Шлам обычно не выводится, а отправляется на смешение с сырьем реакторного блока.
С нижней глухой тарелки колонны выводится тяжелый каталитический газойль. Одна часть газойля через отпарной стриппинг выводится из колонны, а вторая через блок теплообменников возвращается в колонну в качестве орошения для охлаждения кубовой части колонны и предотвращения коксообразования.
Из средней части колонны выводится легкий каталитический газойль, являющийся компонентом дизельного топлива. Он проходит через стриппинг, в который подается пар, отпаренный каталитический газойль выводится с установки.
Сверху фракционирующей колонны выводятся:
Все продукты реакции, попадая в АВЗ и водяные охладители – охлаждаются и с температурой 30-45 градусов Цельсия попадают в трехфазный сепаратор. Здесь происходит разделение на воду, бензин и газ.
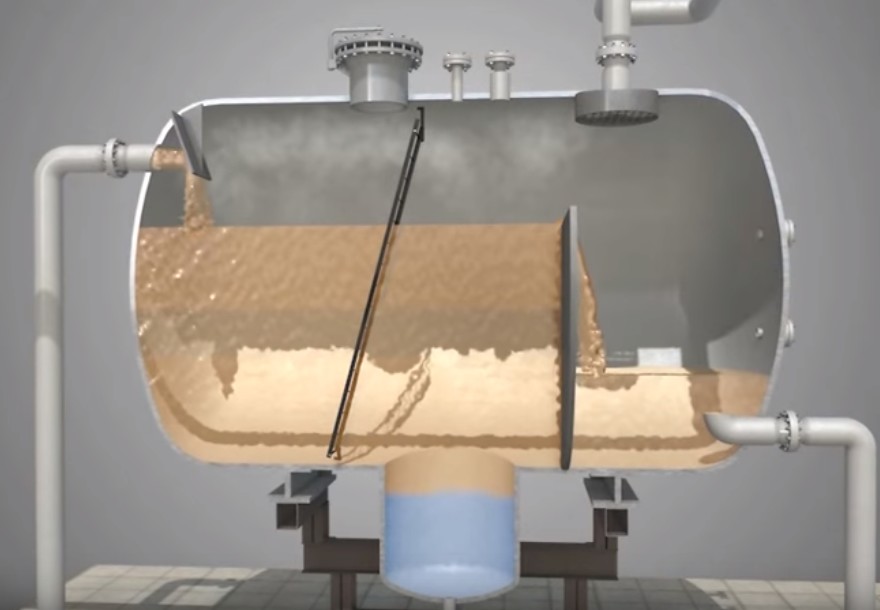 Сепаратор: разделение на воду, бензин и газ
Сепаратор: разделение на воду, бензин и газ
Часть бензина возвращается в колонну, а другая часть направляется на блок стабилизации бензина, где идет происходит разделение газа от бензина.
Блок очистки жирного газа от сероводорода
Сверху сепаратора смесь газов попадает на блок очистки от сероводорода в аппарат для поглощения газов (абсорбер).
В верхнюю часть колонны подается метилдиэтаноламин (МДЭА), который улавливает сероводород и с помощью насосов выводится на регенерацию (десорбцию).
Абсорберы 1-й и 2-й ступени
Очищенный от сероводорода жирный газ поступает на прием газовых компрессоров. Компремированный жирный газ охлаждается и конденсируется в АВЗ. Далее он снова направляется в сепаратор, из которого при помощи насосов поступает в абсорбер 1-й ступени. Также в абсорбер поступает газ из сепаратора высокого давления и бензин. Куб колонны подогревается с помощью термосифонных кипятильников.
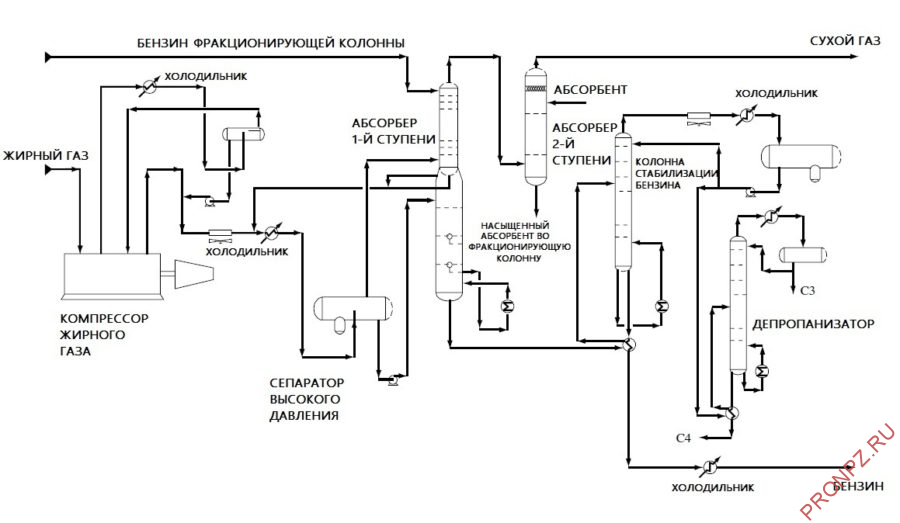 Принципиальная схема нагревательно-фракционирующей части (НФЧ)
Принципиальная схема нагревательно-фракционирующей части (НФЧ)
Пары с верха абсорбера 1-й ступени содержат углеводороды С4-С5, являющиеся ценными компонентами бензина. С целью их выделения предусмотрен абсорбер 2-й ступени.
В абсорбер 2-й ступени в качестве абсорбента подается стабильный бензин из основной фракционирующей колонны. Сверху абсорбера 2-й ступени выводится сухой газ, поступающий на установку сероочистки. Насыщенный абсорбент, содержащий углеводороды С4-С5 поступает в основную фракционирующую колонну на десорбцию.
Колонна стабилизации
Деэтанизированный бензин, в котором содержатся ББФ и ППФ, с низа абсорбера 1-й ступени поступает в колонну стабилизации.
С низа колонны выводится стабильный бензин, а смесь ППФ и ББФ выводится сверху колонны, избыток сжиженных газов подается на орошение колонны.
Депропанизатор (опционально)
Депропанизатор предусмотрен лишь в некоторых конфигурациях установок каталитического крекинга. Во многих конфигурациях ППФ выделяется из головной фракции уже при дальнейшей переработке на установках производства МТБЭ и сернокислотного алкилирования.
Смесь ППФ и ББФ из колонны стабилизации нагревается потоком кубового продукта депропанизатора и поступает в депропанизатор для разделения смеси на ППФ и ББФ.
Пары ППФ с верха колонны охлаждаются и конденсируются в рефлюксной емкости. Часть ППФ подается в колонну в качестве орошения, избыток выводится с установки. С куба колонны выводится ББФ, после чего поступает на установки производства МТБЭ или сернокислотного алкилирования.
Материальный баланс
Материальный баланс и некоторые параметры технологического режима работы установки каталитического крекинга Г-43/107 приведены в таблице.
 Материальный баланс и параметры технологического режима установки Г-43-107
Материальный баланс и параметры технологического режима установки Г-43-107
Достоинства и недостатки
Недостатки
Достоинства
Существующие установки
Перечень установок каталитического крекинга на предприятиях РФ представлен в таблице. В России процесс реализован на 14 предприятиях, суммарная мощность установок крекинга составляет около 24 млн. т /год.
| Компания | Предприятие | Установка / лицензиар | Достигнутая мощность, тыс. т/год | Год ввода в эксплуатацию | Примечание |
| ПАО «НК «Роснефть» | АО «РНПК» (г. Рязань) | 1А/1М (рек. ABB Lummus Global) | 2500 | 1966 (рек. 2001) | Планируется запуск установки гидроочистки бензина каталитического крекинга (ГОБКК) мощностью 1650 тыс. т /год в 2019 г. (лицензиар Axens, процесс Prime G+) |
| АО «АНХК» (г. Ангарск) | ГК-3 (рек. Автотехпроект) | 1200 | 1969 (рек. 2003-2005) | Планируется запуск установки ГОБКК мощностью 500 тыс.т /год (лицензиар CDTECH. процесс CDHydro/CDHDS) | |
| 1А/1М (рек. Автотехпроект) | 917 | 1967 (рек. 2003) | |||
| АО «Сызранский НПЗ» (г. Сызрань) | 43-102 | 644 | 1960,1963 | Две установки. | |
| UOP | 1150 | 2017 | В стадии строительства. | ||
| АО «Куйбышевский НПЗ» (г. Самара) | 43-102 | 892 | 1952 | Три установки. Подготавливаются к выводу из эксплуатации. | |
| UOP | 1150 | 2016 | Пуско-наладочные работы. | ||
| АО «Новокуйбышевский НПЗ» (г. Новокуйбышевск) | 43-102 | 710 | 1955 | Две установки. | |
| ПАО «ЛУКОЙЛ» | ООО «ЛУКОЙЛ- Нижегороднефтеоргсинтез» (г. Кстово) | UOP | 4000 | 2010, 2015 | Два комплекса по 2000 тыс. т/год. В составе второго комплекса, запущенного в 2015 г., отсутствует блок гидроочистки сырья, но присутствует установка ГОБКК мощностью 1100 тыс.т /год (лицензиар Axens, процесс Prime G+) |
| ООО «ЛУКОЙЛ- Пермьнефтеоргсинтез» (г. Пермь) | 43-102 | 500 | 1959 (рек. 1998) | Одна установка | |
| ПАО «Газпромнефть» | АО «Газпромнефть-МНПЗ» (г. Москва) | Г-43-107М/1 | 2000 | 1983 | Комплекс включает в себя установку ГОБКК мощностью 1200 тыс.т /год (лицензиар Axens, процесс Prime G+) |
| АО «Газпромнефть-ОНПЗ» (г. Омск) | 43-103 | 1550 | ТЭ7Т | Комплекс включает в себя установку ГОБКК мощностью 1200 тыс.т /год (лицензиар Axens, процесс Prime G+) | |
| КТ-1/1 | 2400 | 1994 | |||
| ПАО «Газпром» | ПАО «Газпром нефтехим Салават» (г. Салават) | 43-102 | 640 | 1955 | Две установки. |
| Shell | 1000 | 2017 | В стадии строительства. Комплекс будет включать в себя установку ГОБКК мощностью 720 тыс.т /год (лицензиар Axens, процесс Prime G+) | ||
| ПАО АНК «Башнефть» | «Башнефть-УНПЗ» (г. Уфа) | Г-43-107М/1 | 2200 | Комплекс включает в себя установку ГОБКК мощностью 1300 тыс.т /год (лицензиар CDTECH, процесс CDHydro/CDHDS) | |
| «Башнефть- Уфанефтехим» (г. Уфа) | 1А/1М (рек. Автотехпроект) | 1800 | 1963 (рек. 2002) | ||
| ПАО «НГК «Славнефть» | ОАО «Славнефть-ЯНОС» (г. Ярославль) | 1А/1М (рек. Stone & Webster) | 1500 | 1967 (рек. 2000) | Включает в себя установку ГОБКК мощностью 870 тыс.т /год (лицензиар Axens, процесс Prime G+) |
| ПАО «ТАИФ» | ПАО «ТАИФ-НК» (г. Нижнекамск) | Технология ИНХС РАН / ВНИИНП/ ВНИПИНефть | 930 | 2006 | Отсутствует гидроочистка сырья. Комплекс включает в себя блок ГОБКК мощностью 360 тыс. т/год (проект ИНХС РАН / ВНИИНП / ВНИПИНефть) |