Сварочно монтажные работы при строительстве магистральных трубопроводов
Сварочно монтажные работы при строительстве магистральных трубопроводов
01.04.2016 23:42 — дата обновления страницы
e-mail:
office@matrixplus.ru tender@matrixplus.ru
icq:
613603564
skype:
matrixplus2012
телефон
+79173107414 +79173107418
г. С аратов
поддержка проекта: разместите на своей странице нашу кнопку! И мы разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на e-mail
Вначале дадим краткую характеристику методов сварки труб магистральных трубопроводов.
механизированных баз: БТС-142 (для изготовления секций из двух труб длиной 24 м), БТС-142В и БТС-143 (для изготовления как двухтрубных, так и трехтрубных секций). База БТС-143 (рис. 32) состоит из трех стендов: обработки кромок труб перед сваркой, сварки двухтрубных секций и сварки трехтрубных секций. Трубы, поступившие с завода, после осмотра и отбраковки помещают в накопителе (магазин труб), откуда они поступают на стенд обработки кромок. Обработку кромок выполняют сразу двумя станками на двух трубах. Станки- жестко закрепляют на торцах труб и головки с резцами обрабатывают кромки труб. Крайнюю из обработанных труб подают в конец стенда для сварки секций из двух труб. Затем к этой трубе с помощью внутреннего центратора пристыковывают вторую трубу с обработанными кромками и выполняют сварку наружных и внутренних слоев сварного шва автоматической сваркой под флюсом. В это же время обрабатывают кромки третьей трубы и подают ее на стенд для сварки трехтрубной секции. Затем на стенд подают двухтрубную секцию, пристыковывают ее к третьей трубе и выполняют сварку наружных и внутренних слоев сварного шва. Полученную трехтрубную секцию перемещают на площадку готовой продукции, и технологический процесс на базе повторяется. Механизированные базы обеспечивают на трубах размером 1420 х 16,5 мм сварку от 3,5 (для базы БТС-142) до 6 (для базы БТС-143) стыков в час. При длине труб в 12 м за восьмичасовую рабочую смену эти базы дают от 500 до 850 м трубных секций.
широкого применения для дезинфекции на объектах железнодорожного транспорта, пищевой промышленности, ЛПУ, ветеринарного надзора
Моющие средства
для железнодорожного транспорта, сертифицированные ВНИИЖТ- «Фаворит К» и «Фаворит Щ», внутренняя и наружная замывка вагонов.
Сварочно – монтажные работы являются одной из основных технологических операций при сооружении трубопроводов.
Качественное выполнение этих работ определяет конечное качество сооружения и его эксплуатационную надежность.
Во всех странах мира, в том числе и в России применяют двухстадийную схему выполнения сварочных работ. На первой стадии отдельные трубы с заводской длиной 12 м и менее на трубосварочных базах сваривают (с поворотом) в 24, 36 и даже 48 метровые секции.
На второй стадии из этих длинномерных секций сваривают непрерывную нить трубопровода.
Условие строительства трубопровода определяет применение различных видов сварки. Наряду с дуговыми методами успешно применяют электроконтактную сварку в промышленных масштабах. При этом в качестве сварочного материала применяется самозащитная порошковая проволока.
В целом методы сварки трубопровода можно разделить на две группы
1. Сварка плавлением.
2. Сварка давлением.
При сварке плавлением металлы соединяют вследствие совместного расплавления кромок свариваемых изделий и присадочного материала (электрода) В их последующей совместной кристаллизации. При этом дополнительные механические усилия для перемещения кромок не требуется.
Широкое применение в трубопроводном строительстве нашли следующие методы электродуговой сварки плавлением:
— Автоматическая ЭДС под флюсом.
— Полуавтоматическая и автоматическая в среде защитного (углекислого) газа.
Сварка давлением осуществляется в результате нагрева кромок свариваемых изделий и последующего сближения свариваемых поверхностей под действием усилия, приложенного вдоль оси труб.
Ручная электродуговая сварка
РЭДС применяется во всех пространственных положениях свариваемых изделий. Его можно сварить, как поворотные стыки труб (при вращении собранных секций), так и неповоротные. Все это является преимуществом такой сварки.
Недостатком РЭДС является низкая производительность (скорость сварки 5 – 10 м/ч) и то, что качество сварки зависит от квалификации сварщика.
Ручную сварку поворотных стыков ведут на сварочных базах.
На сварочных базах широкое распространение получили полуповоротная сварка, выполняемая двумя сварщиками. Сначала сваривают участки 1 и 2, затем трубы, поворачивают на 90° и сваривают на участках 3 – 4.
Автоматическая электродуговая сварка
При автоматической сварке автоматизируется подача электродной проволоки в дугу и перемещение дуги в направлении сварки.
Флюс защищает зону дуги и расплавленный металл от насыщения азотом и кислородом воздуха, способствует хорошему формированию качественного шва.
Подготовка труб к сварке и сборка стыков труб
Перед сборкой стыков трубы должны быть специально подготовлены, т.е. концы их очищены от грязи, льда (в зимнее время) и грунта, кромки труб выправлены, так как при транспортировке и погрузочно – выгрузочных работах возможно образование вмятин на концах труб и овальности. Для выправки местных вмятин применяют специальные гидравлические домкраты. Если на концах труб имеются глубокие вмятины и трещины, дефектные концы следует обрезать.
При электродуговой сварке внутреннюю и наружную поверхность концов труб на длине не менее 10 мм необходимо тщательно очистить от ржавчины (до металлического блеска).
К электроконтактной сварке трубы должны быть предварительно подготовлены, т.е. концы их на некотором расстоянии по всему периметру должны быть зачищены для подвода тока через медные контактные башмаки.
Сборка труб при электродуговых методах сварки осуществляется с помощью специальных центраторов, наружных и внутренних.
При прессовых методах сварки (электроконтактная, дугоконтактная и др.) стыки труб собирают в специальных сварочных головках.
Электрическая контактная сварка
При электроконтактной сварке обязательно применение механических усилий (осадочные давления) для сближения кромок свариваемых изделий на расстояние действия межатомного взаимодействия. Зона сварки труб нагревается за счет тепла, выделяющегося при прохождении электрического переменного тока через контакт между свариваемыми трубами.
Различают два технологического варианта стыковой электроконтактной сварки:
1) Сварка сопротивлением.
2) Сварка оплавлением.
Электроконтактная сварка сопротивлением осуществляется при нагреве торцов труб до пластического состояния (температура в зоне контакта 1200 – 1300 ºС) с последующей осадкой (при Рос= 40÷100 МПа).
Вследствие, плохой защиты от окисления кислородом воздуха сварные соединения, выполненные электроконтактной сваркой сопротивлением, отличаются малой пластичностью и низкой ударной вязкостью. Требуется тщательная обработка и точная подгонка свариваемых поверхностей.
Электроконтактная сварка оплавлением заключается в том, что торцы труб перед их осадкой нагревают до температуры выше температуры точек плавления металлов (оплавления), затем дают осадку труб не менее 10 – 15 мм/сек.
Качество сварных соединений труб при электроконтактной сварке оплавлением выше, чем при сварке сопротивлением.
Производство сварочно – монтажных работ
Различают три метода производства сварочно – монтажных работ при сооружении магистральных газонефтепроводов:
Метод непрерывного наращивания заключается в следующем:
— На трассу будущего трубопровода доставляют отдельные трубы и раскладывают их вдоль бровки траншеи.
— При сборке стыков трубы укладывают на земляные валики. Затем каждую трубу методом неповоротной сварки присоединяют к предыдущей.
При таком методе наиболее эффективным являются различные виды прессовой сварки.
Поточно – расчлененный метод предусматривает расчленение операции при подготовке, сборке, сварке стыков, где каждую операцию выполняют специальные звенья.
Базовый метод предусматривает следующую схему ведения сварочно – монтажных работ: трубы, доставленные ж/д транспортом с заводов разгружают и укладывают в штабеля. Затем трубовозами их доставляют на базы, где монтируют в секции. Наиболее целесообразна секция длиной 36 м (3 х 12). Затем секции труб специальными трубовозами доставляют непосредственно к бровке траншеи, где методом непрерывного наращивания их соединяют в плети.
Каждая сварочная база обслуживает участок от 10 до 40 км. При окончании работ база перемещается на следующий участок.
Сварочно-монтажные работы при сооружении трубопроводов.
1 группа. СВАРКА ПЛАВЛЕНИЕМ: ручная ЭДС (сваривают поворотные (поворачиваются, удобно) и неповоротные стыки труб); автоматическая ЭДС под флюсом; полуавтоматическая и автоматическая в среде защитного (углекислого) газа.
Производство сварочно – монтажных работ
1 метод: НЕПРЕРЫВНОГО НАРАЩИВАНИЯ: на трассу будущего трубопровода доставляют отдельные трубы и раскладывают их вдоль бровки траншеи; при сборке стыков трубы укладывают на земляные валики; затем каждую трубу методом неповоротной сварки присоединяют к предыдущей. (эффективна прессовая сварка).
2 метод: ПОТОЧНО – РАСЧЛЕНЕННЫЙ: операции при подготовке, сборке, сварке стыков расчленяют и каждую операцию выполняют специальные звенья.
3 метод: БАЗОВЫЙ: трубы, доставленные ж/д транспортом с заводов разгружают и укладывают в штабеля. Затем трубовозами их доставляют на базы, где монтируют в секции. Наиболее целесообразна секция длиной 36 м (3 х 12). Затем секции труб специальными трубовозами доставляют непосредственно к бровке траншеи, где методом непрерывного наращивания их соединяют в плети.Каждая сварочная база обслуживает участок от 10 до 40 км. При окончании работ база перемещается на следующий участок.
Земляные работы при сооружении магистральных трубопроводов
РЫТЬЕ линейных траншей:
—параметры траншеи зависят от диаметра трубы, способа её крепления, рельефа, грунта и определяются проектом на строительство;
—профили траншеи: с вертикальными откосами; комбинированная; с наклонными откосами;
— производят после укладочных работ, балластировки и закрепления его анкерными устройствами;
—выполняют бульдозерами косопоперечными проходами с целью исключения прямого динамического воздействия падающих комьев грунта на трубопровод.
—уплотнение минерального грунта многократными проходами гусеничных тракторов или пневмокатком;
—-укладка ранее снятого плодородного слоя.
В настоящее время основными видами землеройных машин для рытья траншей составляют одноковшовые экскаваторы, роторные траншейные экскаваторы, бульдозеры и рыхлители 90-300 кВт. Экскаваторы обычно применяют при рытье траншеи, а бульдозеры при подготовительных работах, при засыпке траншеи, а также при комбинированных разработках траншеи.
Изоляционно-укладочные работы (ИУР) при сооружении трубопроводов.
— очистка наружной поверхности трубопровода;
— подготовка изоляционных и оберточных материалов;
— грунтовка очищенной поверхности;
— нанесение изоляционного и армирующего покрытия;
— укладка трубопровода в проектное положение;
— засыпка уложенного трубопровода;
— проведение футеровки перед засыпкой (облицовка огнеупорными, химически стойкими, теплоизоляционными материалами): если трубопровод укладывается в участках со скальными, каменистыми породами с твердыми включениями;
—выбор изоляционного материала (усиленного или нормального): зависит от диаметра трубы и условий эксплуатации. Усиленный тип применяется на участках трубопровода I и II категорий всех диаметров, на трубопроводах диаметром больше 820мм, а также трубопроводах любого диаметра, прокладываемых на участках повышенной коррозийной опасности.
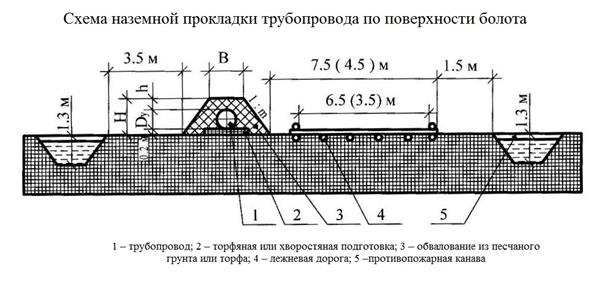
Строительство трубопроводов через болота и обводненные участки.
Прокладку трубопровода на таких участках преимущественно вести в зимнее время, когда верхний торфяной слой замерзает на такую глубину, при которой обеспечивается нормальная работа механизированной колоны.
Для увеличения несущей способности болотных участков производят ускорение промерзания верхнего слоя путем поливки водой предварительно очищенной поверхности от снега. При этом технология строительства будет такой же, как в нормальных условиях. В остальные времена года в технологию следует внести существенные изменения в зависимости от типа болота, его параметров и параметров укладываемой трубы. На болотах и заболоченных участках должно, как правило, предусматриваться подземная прокладка трубопровода и в исключительных случаях, по поверхности болота в теле насыпи или на опорах (надземная).
Подготовительные работы при строительстве трубопровода через болота включают: выемку торфа, отсыпки песчаного грунта, устройство песчаных свай, которые повышают несущую способность свай, осушивание, промораживание, устройство лежневой дорожек для прохождения тяжелых строительных машин.
Засыпку трубопроводов уложенных в траншею на болотах в летнее время осуществляют бульдозером на болотном ходу, одноковшовым экскаватором на уширенных гусеницах, легкими передвижными гидромониторами путем смыва грунта в траншею.
В зимнее время после промерзания грунта применяют бульдозеры, одноковшовые экскаваторы и роторные траншеезасыпатели.
В зонах соприкосновения изоляционного покрытия трубопровода с пригрузами или анкерными устройствами должны использоваться прокладки (футеровка деревянной рейкой, защитные коврики или обертка и т.д.).







 Для увеличения несущей способности болотных участков производят ускорение промерзания верхнего слоя путем поливки водой предварительно очищенной поверхности от снега. При этом технология строительства будет такой же, как в нормальных условиях. В остальные времена года в технологию следует внести существенные изменения в зависимости от типа болота, его параметров и параметров укладываемой трубы. На болотах и заболоченных участках должно, как правило, предусматриваться подземная прокладка трубопровода и в исключительных случаях, по поверхности болота в теле насыпи или на опорах (надземная).
Для увеличения несущей способности болотных участков производят ускорение промерзания верхнего слоя путем поливки водой предварительно очищенной поверхности от снега. При этом технология строительства будет такой же, как в нормальных условиях. В остальные времена года в технологию следует внести существенные изменения в зависимости от типа болота, его параметров и параметров укладываемой трубы. На болотах и заболоченных участках должно, как правило, предусматриваться подземная прокладка трубопровода и в исключительных случаях, по поверхности болота в теле насыпи или на опорах (надземная).