Свой вклад в развитие трубопроводного транспорта внесли и российские и советские ученые и инженеры. Как бы ни были хороши импортные технологии, их применение, особенно в условиях Севера, без доработки часто было просто невозможно. К тому же, естественно, они были достаточно дорогими. А в ряде случаев именно отечественные технологии открывали новые возможности для развития трубопроводного транспорта.
Как сделать трубу
Трубопровод невозможен без своего основного конструкционного элемента — собственно трубы. Известно, что эффективность трубопровода зависит от того, как быстро через него можно перекачать заданный объем. Скорость перекачки связана с давлением на подающем конце трубы, трением жидкости или газа о стенки трубы и внутренним трением самого передаваемого вещества.
В случае с перекачкой нефти эти вопросы стоят особенно остро. Нефть заметно густеет при понижении температуры. К тому же она липнет к стенкам. Чтобы «пропихнуть» нефть, надо нагреть ее и приложить давление в трубе. А это значит, что труба должна выдерживать очень высокое давление, сейчас нефтепроводы работают с давлением до 75 атмосфер. С другой стороны, прокачка продукта ускорится, если увеличить диаметр трубы, но тогда и нагрузка на стенки трубопровода в абсолютных цифрах увеличится и они могут не выдержать.
Поэтому инженеры всего мира постоянно прилагали усилия, чтобы решить вопрос изготовления прочных труб большого диаметра. Большой диаметр — это примерно полметра и более. Здесь нужно было решить две важных проблемы: изготовить нужного качества сталь и сварить трубы надлежащим способом.
Особенно важно качество стали при прокладке трубопровода в условиях Крайнего Севера, в зонах вечной мерзлоты. И когда в 50-е ⎯ 60-е годы началось освоение северных месторождений, потребовались трубы, которые могли бы выдержать давление в десятки атмосфер без угрозы разрыва. Такие трубы производили в США и Японии из легированных сталей, но они были весьма дорогими.
Разработка отечественных сталей такого качества потребовала бы много времени и средств. Решение предложил знаменитый Институт электросварки в Киеве (известный еще как Институт Патона). Именно здесь была разработана уникальная технология сварки танков в годы Великой Отечественной. И патоновцы нашли решение: они предложили делать трубу из обычной рулонной стали толщиной всего 4 мм, но намотанной в много слоев и сваренной по торцам. Сталь такой малой толщины не склонна к хрупкому разрушению, и даже в случае превышения предельного давления труба не лопается, а как бы раскручивается, что сокращает длину разрушенного участка.
Сейчас российские производители металла выпускают стальной лист требуемых прочностных свойств, а производители труб используют самые передовые технологии по производству труб из этого листа, делая всего один шов ⎯ продольный. Но труба — это не только металл, это еще и сварка металла.
В пламени
Сварка металла применяется при строительстве трубопровода дважды: при изготовлении самой трубы и при соединении отдельных труб в окончательную нитку. И если на заводе можно создать самые лучшие условия для проведения сварочного процесса, то «в поле» это сделать достаточно сложно.
В СССР вплоть до 1948 года сварка труб в нитку проводилась вручную. Затем появились первые импортные и отечественные автоматы сварки под флюсом, то есть с изоляцией от действия внешней среды. Но процесс был все еще достаточно медленным. К тому же при работе в зимних условиях мало того, что увеличивался расход рабочего времени, — страдало само качество швов. И в 1952 году при строительстве трубопроводов впервые в мире была применена очередная советская разработка — установка контактно-стыковой сварки непрерывным оплавлением, созданная трудами Института электросварки, НИИ строительства трубопроводов и конструкторского бюро «Главстроймашина».
Эта технология с успехом используется до сих пор. Если максимально упростить ее описание, то это подача электротока на сами трубы, которые с помощью специального станка особым способом совмещаются с высокой точностью. В момент «почти касания» концы труб начинают кипеть, и образуется качественное соединение металла. Эта технология отличается высокой производительностью, качеством независимо от погодных условий, высоким уровнем автоматизации процесса.
Сварочный комплекс «Север-1» Института электросварки им. Е. О. Патона, который позволяет сваривать один стык трубы диаметром 1420 мм за пять минут, стал прототипом новых эффективных систем, которые используются в наше время. Но сварка бывает не только электрической, и ее уже просят подвинуться конкуренты.
Лучевое соединение
Нобелевскую премию за изобретение квантового генератора, известного широкой публике как лазер, Николай Басов, Александр Прохоров и Чарльз Таунс получили еще в середине 50-х годов прошлого века. И очень скоро возник вопрос практического применения новой технологии.
В начале 70-х годов российский физик Евгений Велихов занялся вопросами использования физики лазерного излучения в практических целях. Начиная с 1976 года на заводе ЗИЛ и ряде авиационных заводов заработали специальные лаборатории, которые использовали газовые лазеры мощностью до 15 кВт. Основными направлениями исследований были резка и сварка металлов.
В 1988 году появились серийные промышленные лазеры. Преимущества лазерной сварки заключаются в ее скорости, глубине проплавления при малой ширине шва, что обеспечивает высокое качество соединения. Мало того, лазер может находиться на удалении от места сварки, что важно при ремонтных работах. Зеркала и волоконная оптика позволяют маневрировать лучом.
И уже в начале нового века, в 2002–2003 гг., НПО «Лазерный технологический центр» совместно с Челябинским трубопрокатным заводом разработали и испытали технологию одно- и многолучевой лазерной сварки газо- и нефтепроводных труб. Эта технология постепенно входит в арсенал как изготовителей труб, так и строителей трубопроводов.
Пока что эта технология не стала повсеместной в связи со сложностью и высокой стоимостью оборудования, тем не менее работы по ее совершенствованию в России ведутся целым рядом предприятий и можно надеяться, что скоро ее позиции укрепятся. Но кроме изготовления труб и сбора нитки трубопровода есть еще задачи — обеспечить его сохранность и качественное управление.
Как сохранить и использовать
Трубопроводы ржавеют. И борьба с воздействием внешней среды началась очень давно: их красили, покрывали битумной мастикой, затем пришла очередь многослойных ленточно-битумных покрытий, которые сменили покрытия полимерные, наносимые прямо на заводе. Надо признать, что долгое время строители предпочитали старые способы — так казалось дешевле и проще.
Но время тасует карты. Требования к надежности трубопроводов все растут. Поэтому технологи разрабатывают все новые защитные материалы, призванные уберечь трубу от внешних воздействий, которые могли бы повлечь разрушение внешней гидроизоляции и способствовать развитию коррозии. Одним из таких изобретений является покрытие, созданное в России из нетканой синтетической материи, которая пропитана формальдегидной смолой с отвердителем. Застыв, этот материал надежно защищает гидроизоляцию труб от повреждений при укладке.
Российские инженеры постоянно разрабатывают всевозможные ремонтные конструкции и аварийное технологическое оборудование. Благодаря этому срок службы трубопроводов большого диаметра растет: если полвека назад считалось, что они могут эксплуатироваться около 30 лет, то современные трубопроводы могут безаварийно отработать в полтора-два раза дольше.
Но эффективность и надежность будут обусловлены не только качеством самого трубопровода, но и качеством управления и обслуживания. Именно для этого российские специалисты разработали «Единую автоматизированную систему управления трубопроводом», которая должна обеспечить работу новых российских магистральных систем. Так трубопроводный транспорт в XXI веке становится центром притяжения высоких технологий.
Полиэтиленовые трубопроводы завоевали достойное место в глобальной практике строительства газораспределительных систем, вытеснив традиционные трубопроводы из этой сферы применения. Успех полиэтилену (ПЭ) обеспечили монтажно-эксплуатационные преимущества труб и, соответственно, значительный экономический эффект от их применения.
ПЭ газопроводы сохраняют герметичность в процессе эксплуатации, устойчивы к нагрузкам, в том числе при техногенных и природных катастрофах. Они отличаются стойкостью к коррозии и не нуждаются в электрохимической защите и изоляции. Гибкость, хорошая свариваемость и малый вес дают значительную экономию при строительстве ПЭ газопроводов и позволяют использовать высокоэффективные строительные технологии.
Следует отметить, что только факт использования ПЭ не гарантирует позитивных результатов. В 70-е годы XX века было построено несколько опытно-промышленных газораспределительных систем в Саратовской области. Эти промышленные эксперименты не были вполне успешны по причине неудачно выбранной конструкции соединений. Кроме того в стране отсутствовало производство специальных газопроизводных марок ПЭ.
Реализация потенциальных возможностей ПЭ труб стала результатом системных инноваций.
В середине 80-х годов на Казанском заводе Оргсинтез было начато производство специальных марок ПЭ, экструзия газопроводныз труб диаметром до 225 мм и производство необходимых фитингов. После этого ПЭ газопроводы превратились из экспериментов в обычный объект строительства. Сооружение газораспределительных сетей из ПЭ было обеспечено нормативно-технической документацией, сварочной техникой и кадрами. К успехам применения ПЭ труб можно отнести сплошную газификацию сельских районов Татарстана в период с 1985 по 2000 г. и строительство ПЭ газопроводов в других регионах России.
Когда был накоплен положительный опыт применения, полиэтиленовые газопроводы были разрешены также в городах.
В последние десятилетия лидирующие позиции в производстве газопроводных ПЭ труб и фитингов уверенно завоевала Группа ПОЛИПЛАСТИК [1].
Группа ПОЛИПЛАСТИК является крупнейшим в СНГ производителем полиэтиленовых трубопроводных систем для наружных сетей водоснабжения и водоотведения, газораспределения и отопления. Общая мощность 15 трубных заводов, расположенных в России и других странах составляет 300 тыс. тонн/год.
Эти впечатляющие достижения в значительной мере объясняются решающим вкладом инновационной составляющей в деятельность Группы ПОЛИПЛАСТИК.
В составе компании успешно работают научно-исследовательский институт (НИИ ПОЛИПЛАСТИК) и подразделения, систематически занимающиеся разработками стандартов и другой нормативно-технической документации для трубной отрасли России. Технологические службы постоянно осваивают производство новых изделий.
Компания обладает самым полным комплексом испытательного оборудования, необходимого для исследований трубной продукции и текущего производственного контроля, а также тестирования новых разработок. ПОЛИПЛАСТИК поддерживает связь с ведущими учеными ВУЗов России и зарубежными специалистами.
Фактически, компания возложила на себя почетные обязанности отраслевой науки для всей России и СНГ.
Высокий инновационный потенциал обеспечивает компании возможности использования новых эффективных полимерных материалов и выпуска новых изделий, обладающих более высокими потребительскими качествами.
Актуальные инновации Группы ПОЛИПЛАСТИК можно условно поделить на следующие взаимосвязанные направления:
внедрение эффективных полимерных материалов для производства газопроводных труб,
разработка и освоение производства новых конструкций труб, в том числе для альтернативных методов монтажа,
развитие технологий соединения труб.
ПОЛИМЕРНЫЕ МАТЕРИАЛЫ ДЛЯ ГАЗОПРОВОДОВ
В настоящее время глобальной практике строительства ПЭ газораспределительных сетей используются многочисленные разновидности полиэтиленов низкого давления (ПНД).
Термин «ПНД» отражает особенности технологии производства целого ряда материалов, существенно отличающихся по структуре и свойствам.
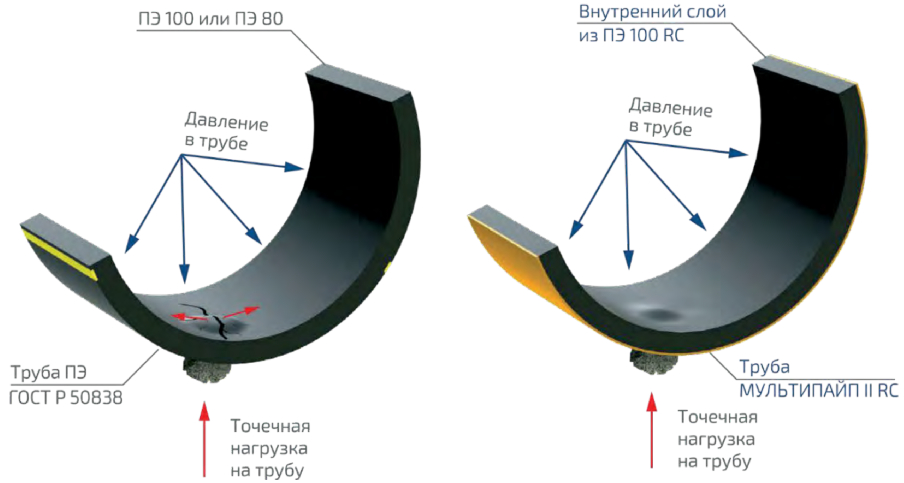
Влияние точечной нагрузки на трубы из ПЭ разных марок
Для классификации ПНД используют такую характеристику как минимальную длительную прочность (MRS). За последние 40 лет, в результате совместных усилий химиков, переработчиков и материаловедов удалось повысить MRS полиэтиленов трубных марок с 5 МПа (ПЭ 50) более чем в 2 раза — до 10 МПа (ПЭ 100) и выше.
В производстве газопроводных труб в России, согласно ГОСТ Р 58121.1— 2018 (ИСО 4437-1:2014), подготовленного стандартизаторами Группы Полипластик, разрешается применять только предварительно изготовленные, специальные композиции полиэтиленов [3].
Композиция представляет собой гомогенную экструдированную смесь базового ПЭ и добавок целевого назначения: антиоксидантов, пигментов, технического углерода (сажи), УФ-стабилизаторов и других веществ, в количестве, необходимом для обеспечения изготовления и использования элементов трубопровода, соответствующих требованиям нормативных документов или технической документации. Согласно нормам композиции проверяются на соответствие комплексу показателей. Кроме того, ряд эксплуатационно важных показателей проверяется на трубах.
Группа ПОЛИПЛАСТИК выпускает трубы для газопроводов из полиэтиленовых композиций градаций ПЭ 80, ПЭ 100, марок с повышенной длительной прочностью и другими преимуществами.
ИННОВАЦИОННЫЕ МАРКИ ПНД ДЛЯ АЛЬТЕРНАТИВНЫХ ТЕХНОЛОГИЙ СТРОИТЕЛЬСТВА
Земляные работы вносят существенный вклад в себестоимость строительства газопроводов. Значительные затраты составляет применение привозного песка для подсыпки и присыпки ПЭ газопроводов. Эти затраты неизбежны при использовании обычных ПЭ труб. При эксплуатации возможно возникновение точечных нагрузок в месте контакта трубы с твердыми включениями грунта. Давление грунта передается через такие включения неравномерно, что приводит к возникновению точечных нагрузок, максимальные напряжения от которых развиваются вблизи внутренней поверхности трубы.
Эффективные методы бестраншейной прокладки ПЭ газопроводов часто выбираются вместо методов открытой траншеи, потому что, как правило, они существенно экономят затраты времени и средств.
К бестраншейным технологиям относят такие, как восстановление ветхих газопроводов методом протяжки ПЭ труб, и горизонтальное направленное бурение и другие приемы. Следует отметить, что бестраншейные методы потенциально опасны, поскольку иногда при их использовании ПЭ трубы получают глубокие царапины.
Стремление к безопасной эксплуатации полиэтиленовых трубопроводов, сооруженных с применением альтернативных методов монтажа, таких как, например, прокладка без подсыпки и присыпки песком, а также бестраншейные монтажные приемы, стимулировало разработку и внедрение специальных марок ПЭ.
При этом учитывались возможные локальные нагрузки напряжения, возникающие втрубах и способные привести к трещинам в обычных материалах.
Новые марки ПЭ обозначены как PE 100-RC или ПЭ 100 RC (полиэтилен устойчивый к трещинам под напряжением)[2].
Внутренний слой из ПЭ 100 RC, стойкого к растрескиванию, предотвращает появление трещин.
Поскольку комплекс напряжений возникающих при использовании альтернативных методов монтажа не может быть точно описан в статических расчетах для трубопровода, фактор влияния локальных напряжений определяется экспериментально. Эксперименты показали многократное увеличение долговечности материалов ПЭ 100 RC по сравнению с обычными трубными марками ПНД.
Полиэтилены, стойкие к растрескиванию использованы в новых конструкциях газопроводных труб, выпускаемых Группой Полипластик.
ИННОВАЦИОННЫЕ ТРУБЫ
Частой проблемой применения альтернативных методов прокладки ПЭ газопроводов является механическое повреждение поверхности труб. Эффективной мерой защиты основного материала является применение защитного слоя из полипропилена с минеральными наполнителями.
Защитная оболочка наносится методом экструзии и плотно прилегает к трубе. При сварочных работах она достаточно легко снимается с трубы.
Современные конструкции газопроводных труб регламентированы в ГОСТ Р 58121.2— 2018 (ИСО 4437-2: 2014) также подготовленном Группой ПОЛИПЛАСТИК [4].
Стандарт распространяется на трубы из полиэтилена; трубы из полиэтилена с соэкструзионными слоями, изготовленные из материалов с одинаковым MRS; и трубы из полиэтилена с удаляемым слоем.
Газопроводные трубы с защитной оболочкой из полипропиленовой композиции
Номинальный наружный диаметр dn газопроводных труб установлен от 16 до 630мм. Минимальная толщина труб варьирует от 2.3мм до 57.3 мм.
В случае однослойного трубопровода со стенками из ПЭ 100-RC вся стенка трубы должна быть из ПЭ 100-RC.
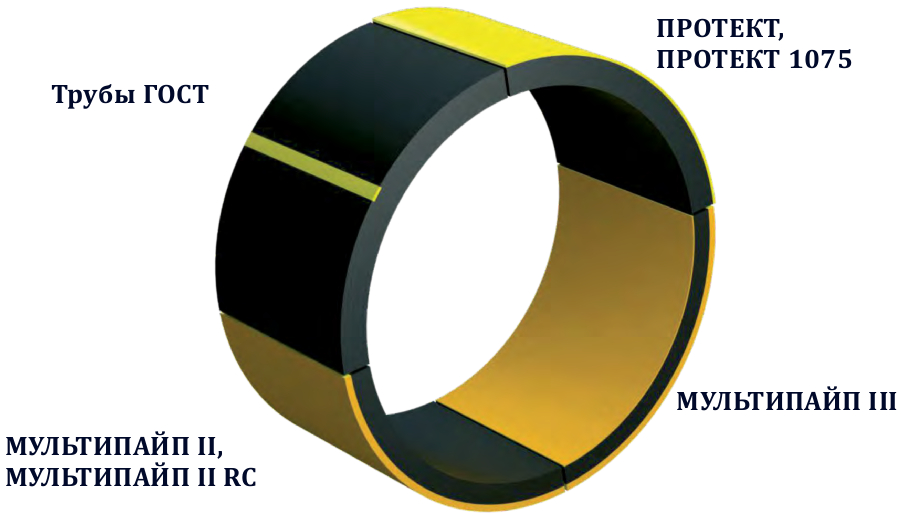
Газопроводные трубы различных конструкций
Трубы с соэкструзионными слоями
Актуальными инновациями, предусмотренными в ГОСТ Р 58121.2—2018 (ИСО 4437-2: 2014) являются трубы с соэкструзионными слоями.
За номинальный наружный диаметр dn таких труб принимают наружный диаметр, включающий соэкструзионный черный или цветной слой снаружи трубы, а номинальная толщина стенки en определяется как совокупная толщина стенки всех слоев.
Композиции полиэтилена, используемые для слоев, должны иметь одинаковый MRS и соответствовать требованиям ГОСТ Р 58121.1 [3]. Толщина слоев и допуски на них должны быть установлены в технической документации или стандарте изготовителя.
Один из вариантов представляет собой трубу с соэкструдированными оболочками из ПЭ 100-RC [2]. Трехслойная труба может иметь , внутренний и внешний соэкструдированные защитные слои ПЭ 100-RC. Соэкструдированные слои сплавляются вместе в процессе производства и прочно связаны когезионными связями.
Трубы с удаляемыми слоями
Применяемая для изготовления основной трубы композиция ПЭ должна соответствовать требованиям ГОСТ Р 58121.1. На основную трубу, изготовленную, например, из ПЭ 100, наносится удаляемый защитный слой из наполненного полипропилена.
После удаления наружного слоя труба должна соответствовать требованиям ГОСТ Р 58121.2, за исключением внешнего вида, цвета и маркировки.
Удаляемый слой не должен оказывать негативного воздействия на свойства трубы и наоборот. Наружный слой должен быть стойким к отслаиванию в процессе хранения и монтажа, а также, при необходимости, легко удаляем с применением простого инструмента.
Вариант трубы с наружным защитным слоем состоит из внутренней трубы из ПЭ 100-RC и внешнего защитного слоя.
Труба МультиГаз ТС, стойкая к точечным нагрузкам, позволяет применять ее при укладке непосредственно на выровненное основание, а также при бестраншейных методах прокладки и реконструкции, в том числе предварительно обжатыми трубами.
Труба МультиГазПротект ТС, стойкая к точечным нагрузкам в защитной оболочке, позволяет применять ее при прокладке трубопроводов без устройства песчаного основания непосредственно на спланированное дно траншеи (кроме крупнообломочных грунтов) с обратной засыпкой местным грунтом без крупных включений, а также в узких траншеях.
Тестирование инновационных труб
Важный тест ПЭ труб, предназначенных для альтернативных монтажных технологий, – испытание точечной нагрузкой [2].
Целью теста является моделирование проникновения острого фрагмента металлической трубы через стенку ПЭ.
Условия испытания
Длительность экспозиции: не менее 8 760 часов. Температура испытаний: 80°C, что в соответствии с принципом температурно-временной суперпозиции позволяет ускорить испытания и моделировать длительную эксплуатацию. Напряжение в стенке трубы: 4 N/mm 2 (давление в образце трубы: 8 бар) Среда: 2% аркопал N-100 (2% водный раствор ПАВ, многократно ускоряющий растрескивание).
Подобные испытания трубы МУЛЬТИПАЙП II RC SDR 11 dn 160 мм ГАЗ с положительными результатами выполнены Группой Полипластик на специальном стенде.
Привилегии инновационных труб
Трубы, специально созданные для альтернативных методов прокладки, приобрели заслуженные привилегии, отраженные в нормативной документации.
Трубы с защитной оболочкой
ГОСТ Р 55473-2013 ч. 1: п. 4.2.3: «Применение полиэтиленовых труб сзащитной оболочкой следует предусматривать в случаях возможного повреждения поверхности трубы при прокладке газопровода, в т.ч. в техногенных несвязных и гравийных грунтах в отсутствии защитного основания и присыпки, а также рекомендуется использовать: — при их протяжке внутри изношенных стальных газопроводов; — при использовании методов бестраншейной прокладки в случаях возможного повреждения поверхности трубы; — в районах с сейсмичностью 7 и более баллов» ГОСТ Р 55473-2013 ч. 1: п. 6.2.14:
Труба МультиГаз ТС
«Для предотвращения механических повреждений полиэтиленовых труб при их размещении внутри стального футляра рекомендуется применять трубы с защитным покрытием или один из следующих способов. » СП 42-103-2003 п. 5.8: « Ширина траншей по постели при траншейной прокладке должна быть не менее: de + 200 мм для труб диаметром до 110 мм включительно, dе + 300 мм для труб диаметром более 110 мм. Допускается уменьшение ширины траншеи (устройство узких траншей) или канала (при бестраншейной прокладке) вплоть до диаметра укладываемой трубы при условии, что температура поверхности трубы при укладке не выше плюс 20°С, а также исключения возможности повреждения ее поверхности» СП 42-103-2003 п. 6.103: «При укладке газопроводов в скальных и каменистых грунтах и на промороженное дно траншеи для обеспечения защиты газопровода от механических повреждений при укладке и засыпке рекомендуется применять мелкогранулированный грунт, песок или пенополимерные материалы (ППМ). Трубы с защитным покрытием допускается укладывать непосредственно на спланированное дно траншеи».
Многослойные трубы
СП 62.13330.2011 п. 5.4.3: « При прокладке полиэтиленового газопровода давлением свыше 0,6 до 1,2 МПа методом наклонно-направленного бурения во всех случаях следует применять полиэтиленовые трубы из ПЭ 100 или ПЭ 100/ПЭ 100-RC с коэффициентом запаса прочности не менее 2,0, а при давлении газа до 0,6 МПа кроме труб из полиэтилена ПЭ 100 разрешается применение труб из ПЭ 80 с SDR не более SDR 11. На подводных переходах шириной до 25 м при меженном горизонте, находящихся вне поселений, и при прокладке газопровода давлением до 0,6 МПа допускается применение труб из ПЭ 80 с SDR 11 в защитной оболочке, а при прокладке газопровода давлением свыше 0,6 до 1,2 МПа методом наклонно-направленного бурения во всех случаях следует применять полиэтиленовые трубы из ПЭ 100 в защитной оболочке или из ПЭ 100/ПЭ 100-RC с коэффициентом запаса прочности не менее 2,0».
СП 62.13330.2011 п. 5.6.6а: «При прокладке газопроводов в скальных и полускальных грунтах следует применять стальные трубы или из полиэтилена с защитной оболочкой ПЭ 80, ПЭ 100 или из ПЭ 100/ПЭ 100-RC. Для предохранения изоляционного покрытия стальных газопроводов следует предусматривать устройство основания под газопровод толщиной не менее 10 см из крупно- или среднезернистого песка. При применении труб из полиэтилена с защитной оболочкой ПЭ 80, ПЭ 100 или ПЭ 100/ПЭ 100-RC основание под газопровод должно быть выровнено».
Фитинги с закладными электронагревателями
Фитинги с трубными концами (спиготы)
Переходы с ПЭ труб на трубы из других материалов (металл-полимерные трансформаторы)
Трубы серии Детект
Под защитное покрытие труб этой серии интегрирована токопроводящая лента специальной конструкции.
Токопроводящая лента позволяет:
быстро находить ПЭ газопроводы под землей, водой и среди коммуникаций,
регистрировать места повреждений газопровода и несанкционированных врезок,
документировать положение газопровода при бестраншейной прокладке.
Различают газопроводные трубы с продольным и спиральным расположением токопроводящих лент.
ПРИНЦИП ПОИСКА ПОЛИМЕРНОГО ТРУБОПРОВОДА ПОД ЗЕМЛЕЙ
С помощью специального генератора подается сигнал с определенной частотой на подземный проводник (токопроводящую ленту). Далее с помощью локатора (трассоискателя) определяется местоположение искомого трубопровода.
Принцип определения расстояния до места повреждения трубопровода
В случае повреждения трубопровода повреждается и токопроводящая лента. Для определения повреждения (и расстояния до этого повреждения) используется кабельный радар – времяимпульсный рефлектометр. Электрические импульсы подаются в провода токопроводящей ленты, часть импульсов отражается назад от повреждений провода (например, короткие замыкания, разрывы или места с высоким сопротивлением).
Соединительные детали для газопроводов
Соединительные детали для газопроводов (или фитинги) регламентированы в новом ГОСТ Р 58121.3— 2018 (ИСО 4437-3:2014) [5], подготовленном Группой Полипластик.
Стандарт распространяется на следующие типы фитингов:
электросварные раструбные фитинги;
электросварные седловые фитинги;
фитинги с трубным концом (для сварки встык с использованием нагретого инструмента и электросварки с использованием раструба);
фитинги для раструбной сварки;
механические фитинги.
Фитинги могут быть изготовлены в виде многочисленных муфт, седловых отводов, равнопроходных и неравнопроходных тройников, переходов, отводов и прочих изделий.
Номинальные диаметры фитингов соответствуют свариваемым ПЭ трубам. ГОСТ [5] предусматривает контроль свариваемости фитингов с трубами.
Соединения труб и фитингов
Среди способов соединения полимерных труб и фитингов, наиболее важны для ПЭ газопроводов два способа сварки: нагретым инструментом встык (НИ) и закладными электронагревателями (ЗН).
Трубы серии ДЕТЕКТ также соединяются методами НИ и ЗН. После сварки соединения токопроводящие элементы свариваемых заготовок соединяются с применением обычных электротехнических инструментов, а место соединения токопроводящей ленты изолируется.
Группа Полипластик комплектует поставки труб машинами для сварки НИ и аппаратами для сварки ЗН. Сварочное оборудование обслуживается в сервисном центре компании.
Сварка полиэтиленового газопровода методом НИ
НТД на сварку ПЭ труб и фитингов
В целях гармонизации сварочных технологий с международными стандартами и зарубежными авторитетными указаниями авторами настоящей статьи подготовлены Российские стандарты, которые в настоящее время регламентируют основные составляющие элементы технологического процесса сварки распределительных газопроводов.
К ним относятся следующие ГОСТы:
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык.
ГОСТ Р ИСО 12176-2–2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Cварка с закладными нагревателями.
ГОСТ Р 55276–2012 (ИСО 21307:2011) Трубы и фитинги пластмассовые. Процедуры сварки нагретым инструментом встык полиэтиленовых (ПЭ) труб и фитингов, используемых для строительства газо- и водопроводных распределительных систем.
ГОСТ Р 54792–2011 Дефекты в сварных соединениях термопластов. Описание и оценка.
Вместе с тем расширение ассортимента трубных марок ПЭ и размеров труб стимулирует исследования направленные на расширение границ применимости стандартных технологий.
Сварка полиэтиленового газопровода методом ЗН
Уникальные технологические эксперименты были проведены по программам НИИ Полипластик. Результаты, опубликованные в журнале «Полимерные трубы» 8 помогают сварщикам-технологам оптимизировать технологию сварки нагретым инструментом встык.
С целью содействия технологам в принятии конструктивных решений при составлении спецификаций и на строительство ПЭ трубопроводов изданы монографии и учебное пособие по актуальным новациям техники и технологии в этой области 11.
Таким образом, актуальные инновации Группы ПОЛИПЛАСТИК охватывают важнейшие направления сооружения полиэтиленовых газораспределительных систем, служат надежной основой дальнейшего развития процесса строительства новых полиэтиленовых газопроводов и восстановления ветхих газопроводов методом протяжки ПЭ труб.
Литература
http://www.polyplastic.ru
Rohre aus Polyethylen fur alternative Verlegetechniken Abmessungen, Technische Anforderungen und Prufung. РАS 1075.
ГОСТ Р 58121.1-2018 (ИСО 4437-1:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ).
ГОСТ Р 58121.2-2018 (ИСО 4437-2:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы.
ГОСТ Р 58121.3-2018 (ИСО 4437-3:2014) Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 3. Фитинги.
Волков И.В., Прокопьев Н.В., Кимельблат В.И. Как контролировать грат соединений ПЭ труб встык. Малые диаметры и толщины труб. Полимерные трубыNo3 (49) август 2015, с 58-63.
Волков И.В., Прокопьев Н.В., Кимельблат В.И. Как контролировать грат соединений ПЭ труб встык. 2. Средние и большие трубы. Полимерные трубы 2. Средние и большие трубы. Полимерные трубыNo4 (50) ноябрь 2015, с 54-60.
Волков И.В., Сеньковский А.Н., Прокопьев Н.В., Кимельблат В.И., Крючков А.Н., Испытания сварных соединений ПЭ труб встык на растяжение. Полимерные трубыNo3 (53) сентябрь 2016, с 60-65.
Сварка полимерных труб и фитингов с закладными электронагревателями Кимельблат В.И., Волков И.В. ,О. В. Стоянов ,Монография. М-во образ. и науки России, Казан. Нац. исслед. технол. ун-т. – Казань: КНИТУ, 2013.-156 с.
Сварка полиэтиленовых труб нагретым инструментом встык. Кимельблат В.И., Волков И.В., Монография. М-во образ. и науки России, Казан. Нац. исслед. технол. ун-т. –Казань: КНИТУ, 2013.-156 с.
Волков И.В., ООО «Группа ПОЛИПЛАСТИК», к.т.н., эксперт Кимельблат В.И. КНИТУ д.т.н., профессор
Если вы связаны с газовой отраслью, вы можете стать членом Ассоциации.