Ни один процесс штамповки деталей, прессования и маркирования различных изделий не происходит без использования специального оборудования, называемого пуансон. Что это такое и как используется, разберем в этой статье.

Определение
Прессовочные приспособления состоят из контейнера, в котором находятся пуансон, матрица, иглы и другие составляющие. Что это такое – пуансон? Он играет важную роль в процессе штамповки или нанесении маркировочных данных и является одним из основных элементов прессовочного устройства. Задачей пуансона является давление на металлическую деталь для выделения на ней определенных символов или отверстий. Также с помощью данного оборудования можно выдавить необходимую деталь, нанести стандартную или зеркальную маркировку и наштамповать нужное количество элементов.
Виды пуансонов
По типу конструкции и способу воздействия на деталь применяются следующие виды:
При необходимости создания большого объема деталей, есть возможность поместить пуансон в специально изготовленную обойму.

Напарница
Не менее важная деталь при штамповке изделий – это матрица. Она представляет собой короб, в который должен входить пуансон. Матрица непосредственно участвует в процессе образования формы на поверхности обрабатываемого изделия. В прессовом оборудовании прямой штамповки матрица является камерой, в которую загружается пресс-материал. Нижняя часть короба оформляет на детали изображение, а сверху на содержимое направляется пуансон. В зависимости от сложности изготавливаемой детали, существуют цельные и составные матрицы.

Как работает пресс
В процессе работы пуансон (что это такое, мы рассмотрели в начале статьи) путем давления на специальную шайбу воздействует на металлическую деталь, которая в свою очередь, проходит через матрицу. Таким образом, производится заготовка необходимой формы. Во время эксплуатации детали прессовочного оборудования подвергаются колоссальному давлению, доходящему до 500 кг на 1 кв. мм. А также постоянно нагреваются до уровня выше 200 градусов. В связи с этим детали штампования и пресса изнашиваются. А из-за дополнительного воздействия обрабатываемых изделий пуансоны и матрицы со временем теряют твердость. Поэтому их стойкость зависит от материала, из которого они сделаны.
Изготовление пуансонов
При производстве пуансонов используются высокоточные станки, имеющие программное управление. Первоначально используются фрезерные станки, которые механическим способом выполняют и обрабатывают заготовки деталей. Затем их шлифуют и далее, слесарным оборудованием наносят на поверхность рабочий контур штампа. После изготовления пуансона его помещают в специальную печь для закаливания.
Изготавливаемые пуансоны могут быть цилиндрической формы и фасонной, производство которой подвергается более длительному и сложному процессу. Также производятся пуансоны, содержащие буквы или цифры. Это стальной кусок с квадратным сечением, имеющий запиленный наконечник, на котором выгравирован необходимый знак. Пуансоном такой формы клеймят различные номера, металлические детали, станочные элементы и другие изделия.

Матрица в свою очередь, изготавливается после пуансона, используя его оттиск. Контейнер должен быть немного больше по ширине и размеру. Поэтому необходимый зазор между деталями подгоняется путем независимой обработки.
Детали прессового оборудования быстро изнашиваются, поэтому их следует периодически менять. На срок использования пуансонов влияют методы изготовления штампов и сфера производства. Средняя продолжительность работы прессовых составляющих около 6 лет.
Из чего изготавливаются пуансоны
Важным требованием к штампам и пуансонам является грамотный выбор материала, из которого они будут производиться. Чем хуже сталь, тем ниже производительность прессового оборудования. Объемные пуансоны, имеющие сложные формы, изготавливаются из высокохромистых и высокоуглеродистых сплавов стали. Самым распространенным материалом является сталь с маркировкой Х12Ф1. Она имеет высокую износостойкость, отличную прокаливаемость, во время работы не подвергается существенной деформации. Для производства простых видов штампов применяются углеродистые инструментальные стали У8А – У11А.

Детали из жароупорных металлов, при эксплуатировании сохраняют твердость и не теряют формы. В целях повышения стойкости штампов в производство ввели материалы из твердых и быстрорежущих сплавов. Кромку для резки наносят на корпус штампа или матрицы. Лучший результат в производстве прессовых деталей показали такие сплавы, как сталинит и стеллит. Они обеспечивают твердость элементов, не нуждаясь в закаливании.
Пробивка листовой детали
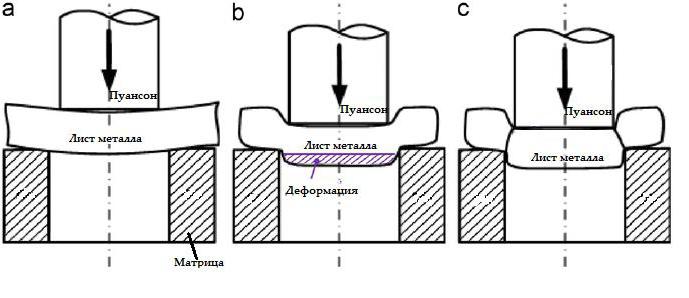
Работа пресса путем пробивки достаточно проста. При этом одна часть помещенного в оборудование материала отделяется от основной по определенно заданному контуру. В процессе вырезки образуются внутренние отверстия. Процесс использования штампов, пуансонов при пробивке напоминает резку деталей ножницами. В этом случае режущими составляющими являются матрица и пуансон, которые имеют острые кромки.
Чертеж пуансона наглядно показывает, как происходит вдавливание металла в нижнюю часть матрицы с последующим сгибом и деформацией материала. К концу работы, достигая максимального давления, волокна металла разрываются и выполняется соответствующий срез на изделии.
В статье мы рассмотрели, из чего изготавливается такое оборудование, как пуансон, что это такое и где применяется. С их помощью чеканятся монеты, медали, значки, печати, фактурные рисунки, медикаменты и многие другие изделия.
Пуансон и матрица

Пуансон и матрица
Пуансон и матрица — технологическая формообразующая оснастка промышленных станков, которая меняет параметры металла, бетона и иных материалов: размеры, конфигурацию поверхности.
Закажите пуансоны, матрицы! Высылайте чертежи на [email protected] Цех +7 912 291 59 18. Высокое качество, выгодная цена!
Матрица представляет собой основу (короб), в которую вкладывается заготовка. Матрица задает параметры будущей детали, выступает ответным узлом пуансона, профили совпадают.
Пуансон – инструмент, действующий в роли замыкающего элемента системы. Он образует форму изделия сверху, работает в качестве пресса, маркировщика, либо штампа.
Материалы для пуансона и матрицы
 В ходе производства оснастка претерпевает следующие воздействия:
В ходе производства оснастка претерпевает следующие воздействия:
С учетом перечисленных факторов матрица и пуансон для штампа должны быть изготовлены из материала с следующими качествами:
 Кроме того, при нагревании материал не должен сильно менять размеры – это чревато порчей изготавливаемых деталей. Учитывается и то, что некоторые материалы при повышенном температурном фоне изменяют свойства. Так, легированная сталь под воздействием жара приобретает хрупкость, поэтому пуансоны из нее для горячих процессов не используют.
Кроме того, при нагревании материал не должен сильно менять размеры – это чревато порчей изготавливаемых деталей. Учитывается и то, что некоторые материалы при повышенном температурном фоне изменяют свойства. Так, легированная сталь под воздействием жара приобретает хрупкость, поэтому пуансоны из нее для горячих процессов не используют.
Рекомендованные металлы для пуансонов и матриц
Для холодных процессов:
Для горячих процессов:
Типы и виды пуансонов и матриц
 Типы пуансонов различаются конструкцией, которая продиктована технологическим назначением:
Типы пуансонов различаются конструкцией, которая продиктована технологическим назначением:
Каждый тип инструмента предназначен для выполнения операций, в каталоге находятся фото пуансонов всех видов.
Пробивной пуансон: выполняет пробивку, просечку отверстий в листовом материале, отделяет часть материала, образуя внутренний замкнутый контур. Может быть использован для перфорации листового материала. Часто оборудован отлипателем для сброса высеченной детали.
Вырубной пуансон (шплинтон): отделяет заготовки внешний замкнутый контур детали. Пуансон вырубного штампа в зависимости конфигурации может вырубать металл под углами с 1 градуса, в 1-2 этапа. Пуансон вырубной и матрица чаще используются для работы с материалом толщиной до 1,5 мм.
Прошивочный пуансон для пресса: создает в заготовке отверстия (сквозные/глухие) путем вытеснения металла. Может быть сплошным/пустотелым, создавая отверстия малых, либо больших (500-800 мм) диаметров соответственно.
Формовочный пуансон: создает из металлического листа объемное рельефное изделие замкнутого контура, часто за один этап.
Гибочный пуансон: сгибает металл по заданной линии, вдавливаясь в заготовку на требуемую глубину, тем самым формируя гиб.
Деталь пуансон может иметь разную форму: простую геометрическую (цилиндр, шестигранник, квадрат, прямоугольник), либо фасонную (сложную), которая применяется для создания деталей со сложным контуром.
По типу своей конструкции матрица может быть
 В зависимости от характеристик производимого изделия, пуансон и матрица могут применяться как взаимодополняющие части комплекта, либо по отдельности. Так, основа может быть использована без пуансона, если требуется изготовить деталь с плоской подошвой. При производстве строительных материалов в некоторых случаях его применение также не требуется: например, при формовании стандартного кирпича, когда качество поверхности не имеет важности. Если штампуется листовой материал, работы могут быть проведены без модуля основы — под заготовку помещают лишь ровное основание.
В зависимости от характеристик производимого изделия, пуансон и матрица могут применяться как взаимодополняющие части комплекта, либо по отдельности. Так, основа может быть использована без пуансона, если требуется изготовить деталь с плоской подошвой. При производстве строительных материалов в некоторых случаях его применение также не требуется: например, при формовании стандартного кирпича, когда качество поверхности не имеет важности. Если штампуется листовой материал, работы могут быть проведены без модуля основы — под заготовку помещают лишь ровное основание.
Особенности матриц и пуансонов
Чтобы выпускаемые изделия имели надлежащее высокое качество, геометрические размеры модулей оснастки должны быть чрезвычайно точными, соответствовать друг другу, их поверхность абсолютно гладкой, линия среза – ровная, точная, а пресс должен быть точно отцентрован. Для обеспечения этих показателей инструмент подвергается двойному шлифованию (черновому, чистовому), полировке, заточке. Модули фасонного типа производят путем технологического оттиска, а сложно контурные изготавливают на фрезерных, строгальных станочных агрегатах. Затем оснастка проходит закалку под высокими (около 780°) температурами.
В случаях, если конфигурация пуансона сложнее матрицы, в первую очередь изготавливают его, а затем по его оттиску создают основу. Особый контроль ведется за соблюдением величины зазора между узлами. Просвет соблюдают посредством независимой обработки, либо взаимной подгонки.
При достойном качестве комплекта он прослужит долго, даст точную линию среза, а изготовленные на нем детали не потребуют дополнительной обработки.
Пуансон и матрица в штампе выгодны своей многофункциональностью, универсальностью, практичностью. Во время работы такая оснастка легко и без дополнительных усилий монтируется/демонтируется, наносимые на нее покрытия равномерно осаждаются по всей поверхности, доступна функция планетарного вращения.
Сервисное обслуживание оснастки не затруднительно: требуется систематически очищать поверхность от металлических, бетонных и прочих остатков (с помощью скребков, щеток), промывать напором водной струи с последующей просушкой.
Изношенные комплекты не восстанавливаются, а своевременно заменяются на новые, поскольку их поверхность истирается, их размеры теряют нужную величину, точность.
Инструмент, изготовленный из материала, подобранного под конкретную задачу, функционирует без потери качества до нескольких лет (4-6 максимально). Поэтому приобретение оснастки с большим запасом прочности и сроком службы рациональнее, чем частая замена менее прочных комплектов.
Принцип работы матрицы
В матрицу, либо в пространство между ней и пуансоном помещают заготовку, либо заливают исходную смесь. Пуансон непосредственно, либо передавая усилие через пресс-шайбу, давит на материал, прижимая его к матрице, либо продавливая его сквозь нее. Если материал сыпучий, дополнительно может быть применено воздействие вибрацией с целью увеличения плотности.
Роль зазора между матрицей и пуансоном
 Величина зазора между пуансоном и матрицей определяет чистоту, ровность среза, и зависит от:
Величина зазора между пуансоном и матрицей определяет чистоту, ровность среза, и зависит от:
Рекомендованный просвет — 4-16% толщины обрабатываемого материала. Допустима штамповка с помощью пуансона с зазором в 30%, если его кромки достаточно остры. Однако при этом изготовленные детали будут иметь лишь удовлетворительное качество. Во время работы у режущих кромок пуансона и матрицы образуются поверхности сдвига. Они должны совпадать между собой и формировать общую поверхность скалывания. Это происходит, только если зазор между элементами оснастки оптимален.
Причины чрезвычайной важности величины просвета:
Неправильно подобранный зазор приводит к отрицательным последствиям:
Правильно подобранный зазор обеспечивает:
 Определить правильность зазора можно по следующим признакам.
Определить правильность зазора можно по следующим признакам.
Использование пуансонов и матриц при производстве, обработке материалов чрезвычайно ускоряет изготовление однотипных деталей, удешевляет штучное производство. Комплекты изготовлены не только для промышленных предприятий, но и для использования в бытовых масштабах.
Что такое пуансон и где встречается этот элемент оснастки
 Ни одно штамповочное и прессовое производство не может обойтись без пуансона. Эта деталь применяется для маркировки деталей, при штамповке и металлообработке. Чтобы выполнить штамповку детали или сделать ее маркировку, на деталь производится непосредственное давление. Именно для производства такой технологической операции и предназначен пуансон.
Ни одно штамповочное и прессовое производство не может обойтись без пуансона. Эта деталь применяется для маркировки деталей, при штамповке и металлообработке. Чтобы выполнить штамповку детали или сделать ее маркировку, на деталь производится непосредственное давление. Именно для производства такой технологической операции и предназначен пуансон.
Он может иметь самую разную конструкцию:
Принцип работы пуансона
 В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В принципе, пуансон можно назвать инструментом, который методом давления получает заготовку определенной формы. В штамповочном производстве он является одной из важнейших деталей.
Если совместно с ним используется полиуретан, то из него изготавливают матрицу, являющуюся ответной деталью штампа.
Для чего нужна матрица?
 Чтобы получить определенную форму изделия применяется матрица, которая может быть изготовлена из самого разного материала:
Чтобы получить определенную форму изделия применяется матрица, которая может быть изготовлена из самого разного материала:
Для изготовления стальных заготовок, материалом матрицы становится специальная высокопрочная сталь, повышенной износостойкости. Такая конструкция всегда имеет стенки без крышки.
Матрица может иметь несколько видов конструкции:
Особо сложные конструкции применяются редко, их изготавливают по специальному заказу.
Наиболее простые матрицы можно встретить при изготовлении пустотных кирпичей и блоков.
Штамп и пуансон
 В любом штампе, конструкция этой детали всегда совпадает с режущей частью матрицы. По сути дела, эту деталь можно назвать замыкающей деталью, создающей верхнюю часть изделия.
В любом штампе, конструкция этой детали всегда совпадает с режущей частью матрицы. По сути дела, эту деталь можно назвать замыкающей деталью, создающей верхнюю часть изделия.
Пуансон — это маленький пресс, который способен штамповать и маркировать детали. С его помощью можно штамповать детали любой формы или нанести маркировку, причем она может быть обыкновенной или в зеркальном отражении.
В основном пуансон применяется в металлообрабатывающей промышленности, там, где используется прессование металлов, формируются листовые заготовки. В строительном производстве с помощью пуансона получают газобетонные блоки, имеющие фигурные пустоты.
Материалы матрицы и пуансона
 Как уже было сказано выше, основной задачей пуансона является продавливание заготовки сквозь матрицу. Операция осуществляется под большим давлением, причем там, где используется горячее прессование, детали испытывают мощное тепловое воздействие. Поэтому для изготовления матрицы и пуансона, учитывая сферу их деятельности, применяются самые разные материалы.
Как уже было сказано выше, основной задачей пуансона является продавливание заготовки сквозь матрицу. Операция осуществляется под большим давлением, причем там, где используется горячее прессование, детали испытывают мощное тепловое воздействие. Поэтому для изготовления матрицы и пуансона, учитывая сферу их деятельности, применяются самые разные материалы.
При холодном прессовании, детали изготавливают из специальной высокопрочной стали, отличающейся повышенной прокаливаемостью. Твердость закалки по Роквеллу составляет более 60 единиц. Применяется и особая инструментальная сталь — 6ХВ2С. Эти материалы отличает:
При высоких температурах нельзя использовать легированные стали. Они под влиянием высокой температуры становятся хрупкими. Каждый пуансон имеет максимальную твердость по всей высоте своей поверхности.
В горячем производстве верхнюю часть штампа изготавливают из специальных износоустойчивых сталей, которые не деформируются при высокой температуре. Таким образом обеспечивается наивысшая стойкость штампа.
В некоторых случаях используются и современные полимеры. Чаще всего применяется полиуретан. Он отличается высокой эластичностью и повышенной прочностью. Его твердость достигает 98 единиц по Шору.
Характеристика пуансонов
 Любой штамп имеет определенный срок эксплуатации. Его основные детали — пуансон и матрица, изнашиваются быстрее всего. Их приходится часто менять, особенно если приходится работать в массовом производстве. В основном эти детали могут прослужить без замены максимум шесть лет.
Любой штамп имеет определенный срок эксплуатации. Его основные детали — пуансон и матрица, изнашиваются быстрее всего. Их приходится часто менять, особенно если приходится работать в массовом производстве. В основном эти детали могут прослужить без замены максимум шесть лет.
Оснастка вибропрессов штамповочного оборудования имеет различную конфигурацию. Она применяется для самых разных технологических операций. Все зависит от нескольких параметров:
К оснастке штамповочных прессов предъявляются конкретные требования. Не допускаются:
 Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.
Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.
Для изготовления фасонных пуансонов применяется технологический оттиск. Деталь закаливают в термопечи в течение примерно восьми минут при температуре 780 градусов по Цельсию. Затем ее подвергают финишной обработке.
Для получения оснастки, имеющей сложный контур, используется целый парк специальных станков. В этом случае практически невозможно обойтись без строгального и фрезерного оборудования.
Такое же оборудование необходимо для изготовления матрицы, когда необходимо учесть соответствующие размеры.
Если пресс-формы изготовлены с высоким качеством, а пуансон имеет точную линию среза, то такой штамп будет отличаться минимальным износом и максимальным сроком эксплуатации.